产品中心
X-Worker
10St-零件加工应用
10Sr-模具加工应用
10Se-零件加工应用
20Sr-综合加工应用
20Sc-零件加工应用
X-MASTER
柔性生产线控制应用
数智化集成控制应用
非标设备控制应用
X-ROBOT
XR0709 7kg
XR1014 10kg
XR2017 20kg
XS1008 10kg
X-PLUTO
M系列-数据采集应用
A系列-附加轴应用
Q系列-刀具补正应用
C系列-CCD补偿应用
D系列-二维码雕刻应用
R系列-自动化集成应用
X-MOLD
XMES
XMES云平台版
XMES本地版
XMES品质追溯
解决方案
模具类
汽车零件类
3C类
钟表类
更多方案
标杆案例
格力集团
富士康集团
海信集团
正泰电器
更多案例
服务与支持
下载中心
视频中心
常见问题
售后服务
关于我们
公司简介
公司新闻
联系我们
加入我们
0755-26992396
CN
EN
JP
产品中心
X-Worker
10St-零件加工应用
10Sr-模具加工应用
10Se-零件加工应用
20Sr-综合加工应用
20Sc-零件加工应用
X-MASTER
柔性生产线控制应用
数智化集成控制应用
非标设备控制应用
X-ROBOT
XR0709 7kg
XR1014 10kg
XR2017 20kg
XS1008 10kg
X-PLUTO
M系列-数据采集应用
A系列-附加轴应用
Q系列-刀具补正应用
C系列-CCD补偿应用
D系列-二维码雕刻应用
R系列-自动化集成应用
X-MOLD
XMES
XMES云平台版
XMES本地版
XMES品质追溯
解决方案
模具类
汽车零件类
3C类
钟表类
更多方案
标杆案例
格力集团
富士康集团
海信集团
正泰电器
更多案例
服务与支持
下载中心
视频中心
常见问题
售后服务
关于我们
公司简介
公司新闻
联系我们
加入我们
CN
/
EN
/
JP
X-TEC核心技术
让智能制造更简单
X-TEC核心技术
让智能制造更简单
学泰科技成立于2012年,是一家致力于工业自动化软件开发的企业。学泰科技自主研发的X-MASTER OT工业操作系统通过先进的控制算法及灵活的应用,提高了工业设备资源的利用率和可操作性,逐渐替代国外高性能的工业操作系统,成为中国工业互联网和智能制造领域最重要、最基本的系统软件之一。
400
+
成功项目多达
50
+
国家发明专利及软著
80
%
客户复购率高达
70
+
研发工程师
走进学泰
产品中心
X-Worker
X-MASTER
X-ROBOT
X-PLUTO
XMES
X-Worker
X-MASTER
X-ROBOT
X-PLUTO
X-MOLD
XMES
X-Worker 10St
零件加工应用
工件大小范围
尺寸范围 : 根据工件尺寸确定托盘的形式及容量
重量范围( 10Kg规格机器人) :小于4kg(视手爪数而定)
适合工件的类型
汽车、医疗、3C等行业的零部件,例如:化油器零部件、钟表零部件、手机零部件等
了解更多
X-Worker 10Sr
模具加工应用
工件大小范围
尺寸范围:根据工件尺寸确定夹具的形式及单元料仓的容量
重量范围( 10Kg规格机器人) :小于8kg(含夹具)
适合工件的类型
电极或可采用3R、EROWA标准夹具装夹的零件
了解更多
X-Worker 10Se
零件加工应用(SCARA)
工件大小范围
尺寸范围:根据工件尺寸确定托盘的形式及容量
重量范围( 10Kg规格SCARA机器人) :小于4kg(视手爪数而定)
适合工件的类型
3C、医疗、汽车等行业的零部件,例如:钟表零部件、手机零部件等
了解更多
X-Worker 20Sr
综合加工应用
工件大小范围
尺寸范围:根据工件尺寸确定横梁的形式及单元料仓的容量
重量范围( 20Kg规格机器人) :小于16kg(含夹具)
适合工件的类型
①电极或可采用3R、EROWA标准夹具装夹的零件
②汽车、医疗、3C等行业的零部件
例如:化油器零部件、钟表零部件、手机零部件等
了解更多
X-Worker 20Sc
零件加工应用(输送链)
工件大小范围
尺寸范围:根据工件尺寸确定输送链宽度及长度
重量范围( 20Kg规格机器人) :小于16kg(含夹具)
适合工件的类型
汽车、医疗、3C等行业的零部件,
例如:化油器零部件、钟表零部件、手机零部件等
了解更多
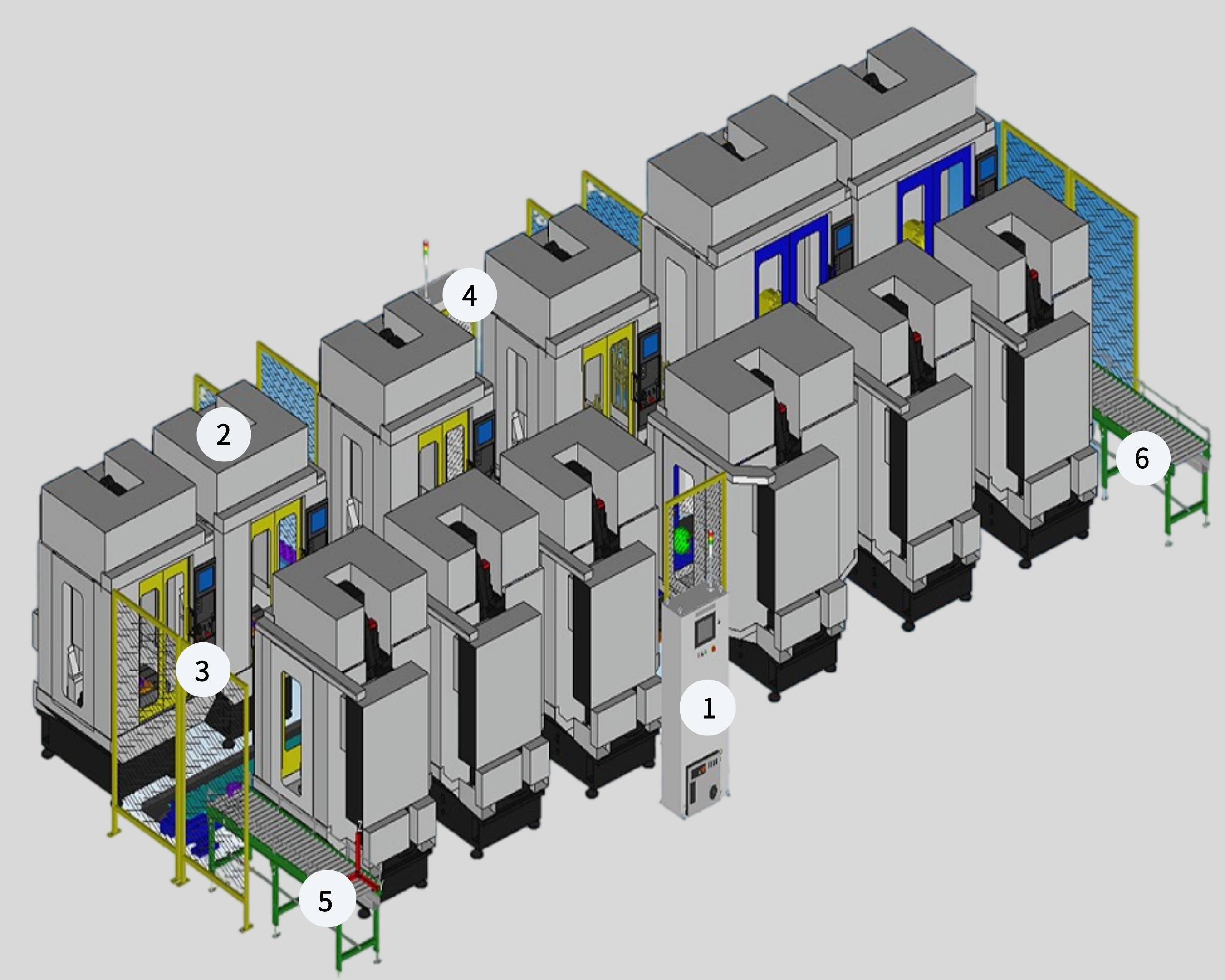
柔性生产线控制
多品种小批量产品加工及检测、放电
硬件组成部分
1
X-MASTER智造系统
2
加工设备
3
机器人及其附件
4
检测设备
软件功能模块部分
实时监控
工艺分析
机器人控制
CNC设备控制
CMM设备控制
加工任务管理
了解更多
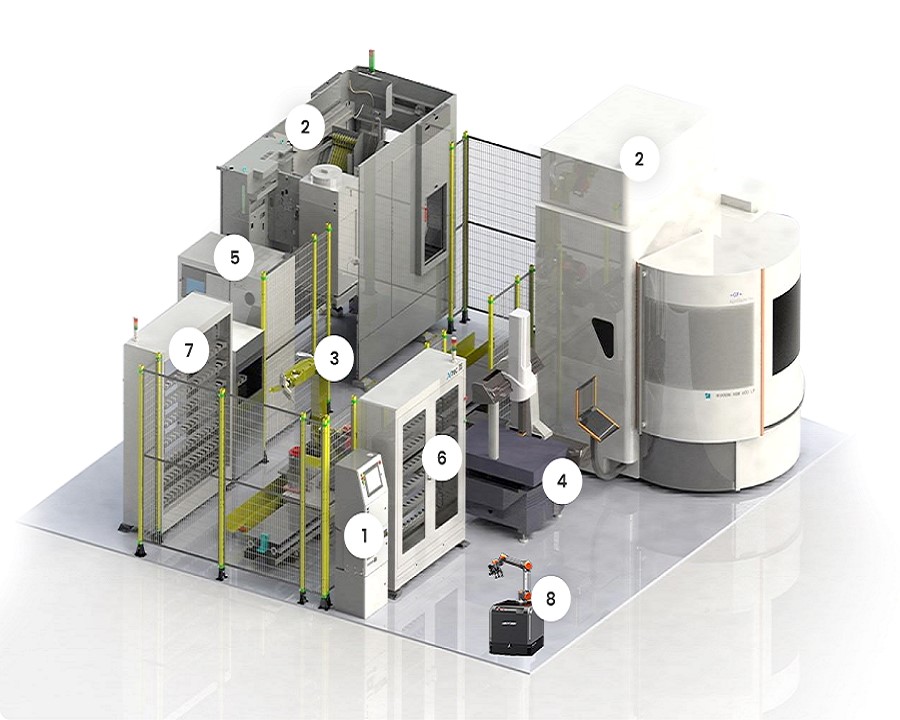
数智化集成控制
批量产品无人化生产、品质追溯
硬件组成部分
1
X-MASTER智造系统
2
加工设备
3
机器人及其附件
4
抽检台
软件功能模块部分
实时监控
工艺分析
远程监控维护
机器人控制
CNC设备控制
加工任务管理
了解更多
非标自动化设备控制
控制非标设备、多轴机器人、专用机等
硬件组成部分
1
X-Worker柔性工作站
2
自动上下料机构
3
X-LoaderGo(AMR机器人)
4
SCARA机器人
软件功能模块部分
实时监控
远程监控维护
机器人控制
CNC设备控制
CMM设备控制
EDM设备控制
了解更多
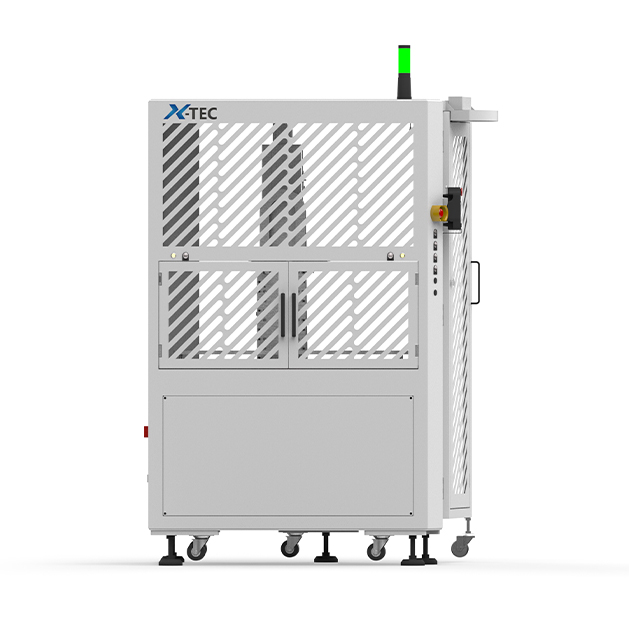
X-ROBOT XR0709
6轴机器人-7kg
特点
外形紧凑,占用空间小
兼容大多数数控设备
狭小的工作空间中实现快速操作和灵活性
应用领域
上下料、弧焊、物流等
了解更多
X-ROBOT XR1014
6轴机器人-10kg
特点
本体轻便,合适的臂长可对应复杂的动作
可兼容大多数数控设备
耐环境型,用途广泛
应用领域
上下料、弧焊、工件拾取、物流等
了解更多
X-ROBOT XR2017
6轴机器人-20kg
特点
细长手臂,动作范围大
可兼容大多数控设备
耐环境型,用途广泛
应用领域
上下料、弧焊、工件拾取、物流等
了解更多
X-ROBOT XS1008
4机器人(SCARA)-10kg
特点
结构精巧灵活,体积小
运行速度快、传动精度高
支持视觉取料,操作简单
应用领域
上下料等
了解更多
X-PLUTO M系列
数据采集应用
对接MES系统
XMES、FANUC Link i 、FIELD system、ROCKWELL MES、Siemens MES等
可对接本地版MES(X-PLUTO ML10)
可对接云版MES( X-PLUTO MC10)
特点
可以兼容各种主流数控系统及各种品牌的加工设备、机器人、PLC
配置简单,通常不需要追加数控系统硬件或选项,不需要厂家支援
了解更多
X-PLUTO A系列
附加轴控制应用
功能特点
无需考虑NC系统,可独立同时控制多个附加轴转台
可在NC程序内用G代码控制附加轴实现分度
单台最大控制轴数:4个附加轴
兼容系统:SIEMENS、FANUC、MITSUBISHI、brother等
优点
不需开通附加轴的系统功能选项
实现机床之间转台、夹具快速互换零压力
操作简单,不需机外编程
支持在线螺补和背隙补偿
标配触摸屏,轻松手动调试
了解更多
X-PLUTO Q系列
刀具补正应用
可对接NC系统或CNC
FANUC 、MITSUBISHI、SIEMENS、HEIDENHAIN等
brother 、MAKINO、MORI SEIKI、CITIZEN、TSUGAMI 等
优点
系统自动对机床进行补正,无需作业员参入
系统智能质量大数据分析,补偿数据精准
保证生产品质高且稳定
了解更多
X-PLUTO C系列
CCD在线补偿应用
功能特点
快速搭建CNC与CCD之间的数据通讯桥梁
兼容不同系统的CNC及不同品牌的CCD
优点
安装调试简单方便
通讯响应速度快
采用先进算法,补偿数据精确
了解更多
X-PLUTO D系列
二维码雕刻应用
功能特点
根据配置的二维码信息格式长度,生成对应的打点程序,快速实现CNC二维码点阵雕刻
兼容FANUC、brother、MITSUBISHI、SIEMENS、HEIDENHAIN等大部分主流系统
优点
安装方便、使用简单
生成Data Matrix速度快,支持类型多
可自定义Data Matrix的大小,生成的Data Matri识别率高
了解更多
X-PLUTO R系列
自动化集成应用
功能特点
安装简单、成本低
可兼容各种主流数控系统及各种品牌的加工设备、机器人、PLC
优点
通过X-PLUTO R系列,系统集成商实现用PLC或者PC、HMI等选择CNC加工程序、读写机床坐标、宏变量、补正量等,同时也可以补充部分IO
了解更多
XMES信息管理系统
云平台版
硬件组成部分
1
XMES系统软件
2
X-PLUTO计算网关
3
云服务器
软件功能模块部分
实时状态
稼动率信息
产量管理
报警信息
历史数据导出
了解更多
XMES信息管理系统
本地版
硬件组成部分
1
XMES系统软件
2
X-PLUTO计算网关
3
服务器、局域网
软件功能模块部分
实时状态
稼动率信息
产量管理
报警信息
历史数据导出
功能定制......
了解更多
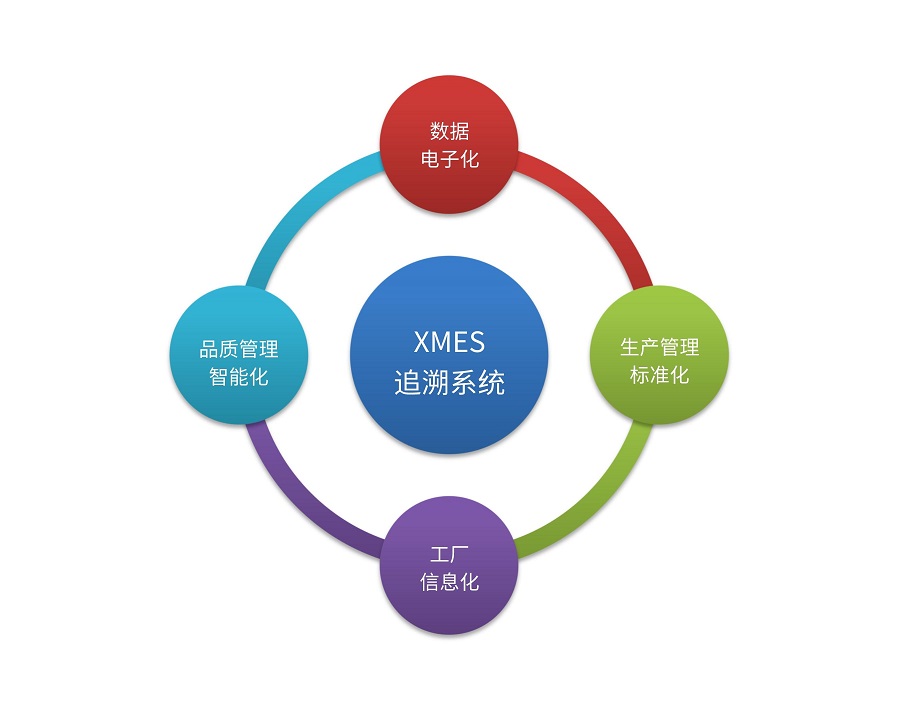
XMES信息管理系统
品质追溯
硬件组成部分
1
XMES系统-品质追溯
2
X-PLUTO计算网关
3
服务器、局域网
软件功能模块部分
实时状态
稼动率信息
产量信息
报警信息
历史数据追溯
功能定制......
了解更多
解决方案
更多解决方案
模具类
查看详情
汽车零件类
查看详情
3C类
查看详情
钟表类
查看详情
标杆案例
更多标杆案例
标杆案例
格力集团
富士康集团
海信集团
正泰电器
更多案例
电极加工自动化、EDM放电自动化、三坐标检测自动化、AGV物流、立体仓库自动存储的无人化车间
查看详情
CNC钢料加工自动化、AGV自动送料无人化
查看详情
CNC石墨电极加工自动化、CMM检测自动化
查看详情
EDM放电加工自动化
查看详情
新闻中心
查看详情
2025-10-29
关于警惕冒名招聘诈骗严正声明
查看详情
2024-08-23
2024 学泰科技产品巡展-天津站 | CMES 华机展 天津国际机床展
查看详情
2023-06-26
学泰科技X-Worker 巡展-深圳站|SCIIF 华南国际工业博览会
查看详情
实绩客户
查看更多
学泰X-MASTER OT 工业操作系统开发的各类软硬件产品被广泛应用于中国、德国、日本、韩国以及台湾地区的高端制造业企业,客户包括一汽集团、格力电器、比亚迪、银宝山新、ASM集团、丰田系企业、日产系企业以及德国海克斯康等大型企业。
更多了解请联系
我们将在24小时内与您取得联系
深圳学泰科技有限公司
地址
深圳市宝安区新安街道兴东社区67区高新奇科技楼13层
电话
0755-26992396
传真
0755-26992395
邮箱
SA@xtec-fa.com
华南技术服务中心
地址
深圳市宝安区新安街道兴东社区67区高新奇产业园2期3号楼一楼
华东售后服务中心
地址
江苏省苏州市苏州工业园区春辉路11号3幢213室
产品中心
X-Worker
X-MASTER
X-ROBOT
X-PLUTO
X-MOLD
XMES
解决方案
模具类
汽车零件类
3C类
钟表类
更多方案
标杆案例
格力集团
富士康集团
海信集团
正泰电器
更多案例
服务与支持
下载中心
视频中心
常见问题
售后服务
关于我们
公司简介
公司新闻
联系我们
加入我们
微信公众号
微信视频号
抖音号
版权所有©2024深圳学泰科技有限公司
深圳网站建设
:
深圳联雅
粤ICP备16067297号